NEWS & COLUMN ข่าว&คอลัมน์
ข้อมูล 3D (STL) ที่ดีที่สุดสำหรับเครื่องพิมพ์ 3D คืออะไร?
คุณเคยมีชิ้นส่วนที่พิมพ์ 3D ที่ควรจะโค้งเรียบ แต่มีขั้นตอนหรือมีหลายแง่มุมหรือไม่?
หรือคุณอาจเคยเห็นชิ้นส่วนที่พิมพ์ 3D เช่น โพลิกอน CG เมื่อ 10 ปีก่อน สาเหตุอาจเกิดจากความละเอียดของไฟล์ STL (ข้อมูลเมช) ที่ใช้เป็นหลักในการสร้างแบบจำลองชิ้นส่วนนั้นหยาบ
ดังนั้น เพื่อที่จะสร้างโมเดลที่ดีที่สุดด้วยเครื่องพิมพ์ 3D ของ Markforged ที่สามารถสร้างชิ้นส่วนที่มีความแข็งแรงสูง เราจึงได้สร้างคู่มือในการสร้าง STL คุณภาพสูงและสร้างชิ้นส่วนที่พิมพ์ 3D ที่ยอดเยี่ยม
คู่มือนี้อธิบายประเด็นต่อไปนี้เกี่ยวกับไฟล์ STL และการพิมพ์ 3D:
- ไฟล์ STL คืออะไร?
- เหตุใดไฟล์ STL จึงมีความสำคัญ
- ระบุ STL ที่ไม่เหมาะสม
- คำจำกัดความของพารามิเตอร์ STL
- ค่าพิกัดความเผื่อคอร์ดัล
- ค่าพิกัดความเผื่อเชิงมุม/ส่วนเบี่ยงเบนเชิงมุม/การกระจายแบบปกติ (Gaussian Distribution)
- ความสัมพันธ์ระหว่างคุณภาพตาข่ายและขนาดไฟล์ คำแนะนำที่ทำเครื่องหมายไว้
- การตั้งค่าการส่งออก STL สำหรับซอฟต์แวร์ CAD ที่สำคัญ ฯลฯ

หากคุณคุ้นเคยกับเครื่องพิมพ์โลหะ 3D ของ Markforged “Metal X” คุณอาจเคยเห็นภาพนี้แล้ว อันที่จริง โมเดลนี้ส่งออก STL อย่างเร่งรีบ ทำให้เป็นโมเดลที่มีหลายแง่มุม ฉันสังเกตเห็นมันหลังจากเผาด้วย Sinter
ไฟล์ STL คืออะไร?
รูปแบบไฟล์ STL มาจาก STereoLithography ซึ่งเป็นส่วนขยายดั้งเดิมที่สร้างขึ้นสำหรับการพิมพ์ 3D ในช่วงปลายทศวรรษ 1980
ได้กลายเป็นมาตรฐานอุตสาหกรรมการพิมพ์ 3D โดยพฤตินัยสำหรับการนำเข้าข้อมูล 3D ไปยังซอฟต์แวร์เฉพาะสำหรับเครื่องพิมพ์ 3D เช่นซอฟต์แวร์สไลซ์ “Eiger” ของ Markforged
หากคุณเคยใช้เครื่องพิมพ์ 3D หรือออกแบบบางอย่างสำหรับเครื่องพิมพ์ 3D คุณจะรู้จักไฟล์ STL อย่างแน่นอน แต่คุณทราบหรือไม่ว่า STL ทั้งหมดไม่เหมือนกัน?
ที่จริงแล้ว แม้ว่าคุณจะออกแบบโมเดล 3D ที่ตรงตามข้อกำหนดด้านการทำงานด้วย CAD ปัญหาอาจเกิดขึ้นเมื่อคุณแปลงโมเดล CAD เป็นไฟล์ STL และคุณอาจจบลงด้วยโมเดลที่ไม่ได้มาตรฐาน
ไฟล์ STL คือชุดของตาข่ายสามเหลี่ยมบนพื้นผิวต่อเนื่องของโมเดล 3D แม่นยำยิ่งขึ้น ไฟล์ STL ประกอบด้วยพิกัด 3D และเวกเตอร์ปกติ พิกัดเหล่านี้แต่ละอันประกอบด้วยจุดยอด (จุดมุม) ของสามเหลี่ยม และทิศทางปกติจะตั้งฉากกับระนาบที่สร้างขึ้นเมื่อเชื่อมต่อจุดยอดทั้งสามของสามเหลี่ยม
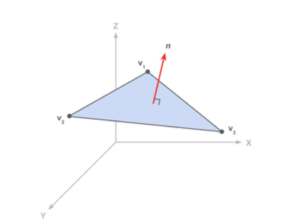
ตาข่ายสามเหลี่ยมของไฟล์ STL แสดงด้วยชุดจุดยอดสามจุดและเวกเตอร์ปกติ ดังแสดงในภาพนี้ ไฟล์ STL ประกอบด้วยรูปสามเหลี่ยมหลายแสนรูปถึงหลายล้านรูป และขนาดไฟล์จะเพิ่มขึ้นตามสัดส่วนของจำนวนรูปสามเหลี่ยม
ในไฟล์ STL ASCII (แบบข้อความ) สามเหลี่ยมแต่ละรูปจะแสดงในรูปแบบต่อไปนี้ เวกเตอร์ปกติ n จะถูกแทนด้วย (ni nj nk) และจุดยอดแต่ละจุด v จะถูกแทนด้วยพิกัด 3 มิติ (v x vy v z)
facet normal ni nj nk →เวกเตอร์ปกติ
outer loop
vertex v1x v1y v1z →พิกัด 3 มิติของจุดยอด(x,y,z)
vertex v2x v2y v2z →พิกัด 3 มิติของจุดยอด(x,y,z)
vertex v3x v3y v3z →พิกัด 3 มิติของจุดยอด(x,y,z)
endloop
endfacet
การรวมรูปสามเหลี่ยมเหล่านี้เข้าด้วยกัน (โดยทั่วไปจะเป็นหน่วยนับล้าน) จะสร้างตาข่ายที่สามารถแสดงรูปร่าง 3 มิติได้
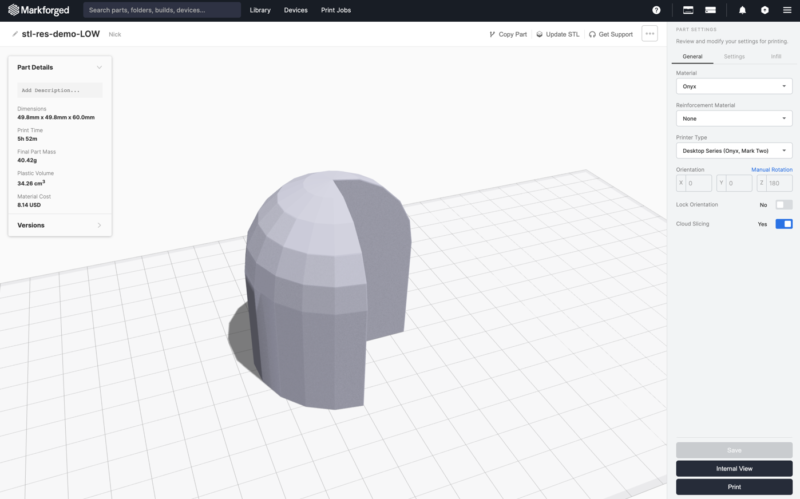
ไฟล์ STL ถูกโหลดลงในซอฟต์แวร์ Eiger ของ Markforged เนื่องจาก STL นี้สร้างขึ้นโดยเจตนาด้วยความละเอียดต่ำของรูปสามเหลี่ยม จึงสามารถมองเห็นภาพขนาดใหญ่ได้ในแบบจำลอง
สิ่งสำคัญคือ STL สำหรับการพิมพ์ 3D ต้องจัดด้านข้างของสามเหลี่ยมอย่างสม่ำเสมอและไม่มีรู (เรียกว่า Manifold STL หรือ Gapless STL)
อย่างไรก็ตาม ไฟล์ STL นั้นเป็นเพียงข้อมูลที่เป็นข้อความของพิกัดและเวกเตอร์ปกติ และข้อกำหนดของไฟล์ STL ไม่ต้องการเงื่อนไขที่หลากหลายดังกล่าว
โดยเฉพาะอย่างยิ่ง ไฟล์ STL ที่นำเข้าจากเครื่องสแกน 3D มักจะมีขนาดตาข่ายสามเหลี่ยมที่ผิดปกติและมีพื้นผิวที่ไม่สมบูรณ์ซึ่งทำให้ยากต่อการสร้างแบบจำลองด้วยเครื่องพิมพ์ 3D อย่างที่มันเป็น ส่งผลให้เกิดข้อผิดพลาดเมื่อหั่น อาจเกิดขึ้นได้
โดยทั่วไปแล้ว STL สำหรับเครื่องพิมพ์ 3D จะสร้างด้วยซอฟต์แวร์ CAD ที่มีฟังก์ชันการส่งออกที่สมบูรณ์ คุณควรจะสามารถค้นหาวิธีการตั้งค่าโดยละเอียดได้โดยค้นหา “ตัวเลือกการส่งออก STL” ของซอฟต์แวร์ CAD ของคุณบนอินเทอร์เน็ต
ความสำคัญของ STL
สามเหลี่ยมตัวเองเป็นรูปร่าง 2D แบน ในไฟล์ STL ตาข่ายสามเหลี่ยมถูกจัดเรียงแบบสามมิติ และลูกบาศก์และโพลิกอนจะแสดงโดยสามเหลี่ยมระนาบเท่านั้นเพื่อสร้างแบบจำลอง 3D
ในขณะนี้ รายละเอียดไม่สามารถแสดงได้เว้นแต่สามเหลี่ยมของตาข่ายจะเล็กกว่ารูปร่างขั้นต่ำของแบบจำลอง
ชิ้นส่วนจำนวนมากที่ใช้ในอุตสาหกรรมการผลิตต้องมีพื้นผิวโค้งอย่างน้อย เช่น รู/ฟิลเลต/รัศมี/การหมุน หรือส่วนโค้งและรูปทรงอินทรีย์ที่ซับซ้อนมากขึ้น คุณลักษณะและพื้นผิวโค้ง (ไม่ใช่ระนาบ) เหล่านี้ทำซ้ำด้วยตาข่ายสามเหลี่ยม รายละเอียดเหล่านี้สามารถแปลงได้ด้วยความแม่นยำระดับต่าง ๆ ตามการตั้งค่าเอาต์พุต STL ของซอฟต์แวร์ CAD

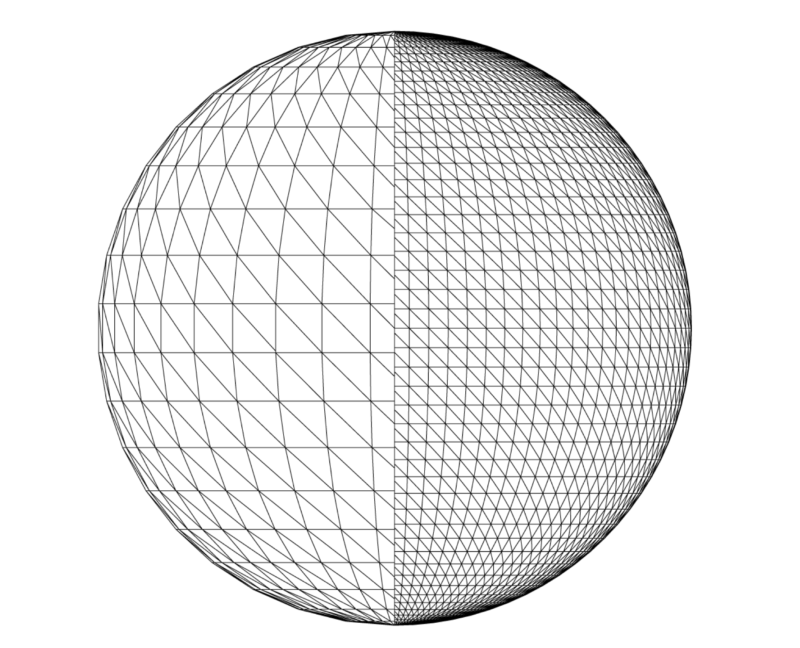
เอาต์พุตทรงกลมที่มีความละเอียด STL ต่างกัน ด้านซ้ายของทรงกลมจะแสดงผลด้วยความละเอียดต่ำ และด้านขวาจะแสดงผลด้วยความละเอียดสูง หากมองใกล้ ๆ คุณจะเห็นว่าโครงร่างของทรงกลมทางด้านขวาเป็นเส้นโค้งเรียบเมื่อเทียบกับด้านซ้าย นี่เป็นจุดสำคัญสำหรับการสร้างงานพิมพ์ 3D ที่ราบรื่นโดยไม่มีสิ่งผิดปกติบนพื้นผิว
ต้องการสร้างไฟล์ STL ใหม่หรือไม่
ขอแสดงความยินดีหากคุณพอใจกับคุณภาพของงานและความเร็วในการประมวลผลของซอฟต์แวร์สไลซ์ที่คุณสร้างโมเดลด้วยเครื่องพิมพ์ 3D ของคุณ! คุณไม่จำเป็นต้องเปลี่ยนสิ่งที่ใช้ได้ผล
อย่างไรก็ตาม หากคุณมีปัญหา อาจเป็นหนึ่งในสองสิ่ง:
- STL ความละเอียดต่ำ
แม้ว่าควรจะเป็นเส้นโค้งที่เรียบแต่มีหลายแง่มุมและมีการเขย่าแล้วมีเสียง - STL ที่มีความละเอียดสูงเกินไป
ข้อมูลดูดี แต่ได้รับการออกแบบทางวิศวกรรมมากเกินไปหรือไม่เมื่อพิจารณาถึงประสิทธิภาพของเครื่องพิมพ์ของคุณ คุณพอใจกับความเร็วของการประมวลผลในซอฟต์แวร์หรือไม่?
สาเหตุหนึ่งที่ทำให้ข้อมูล STL ได้รับความนิยมคือความเรียบง่าย
ดังนั้นไฟล์ STL จึงรองรับรูปแบบเอาต์พุตของซอฟต์แวร์ CAD และซอฟต์แวร์การออกแบบส่วนใหญ่ การแก้ไขและการแบ่งส่วนหลังจากส่งออกไฟล์ STL นั้นทำได้ง่าย และสามารถสร้างแบบจำลองได้บนเครื่องพิมพ์ 3D เกือบทุกรุ่น แต่ข้อเสียเปรียบหลักประการหนึ่งของ STL คือความเรียบง่าย STL ไม่มีข้อมูลใด ๆ เกี่ยวกับระบบการออกแบบของหน่วย (มิลลิเมตร, นิ้ว, ฟุต ฯลฯ) และกำหนดความละเอียดของไฟล์ STL และความแม่นยำของไฟล์ STL ที่แสดงแบบจำลองต้นฉบับที่สร้างขึ้น คุณไม่สามารถ
ปัญหาที่พบบ่อยที่สุดที่ผู้ใช้เผชิญคือไฟล์ STL ความละเอียดต่ำ
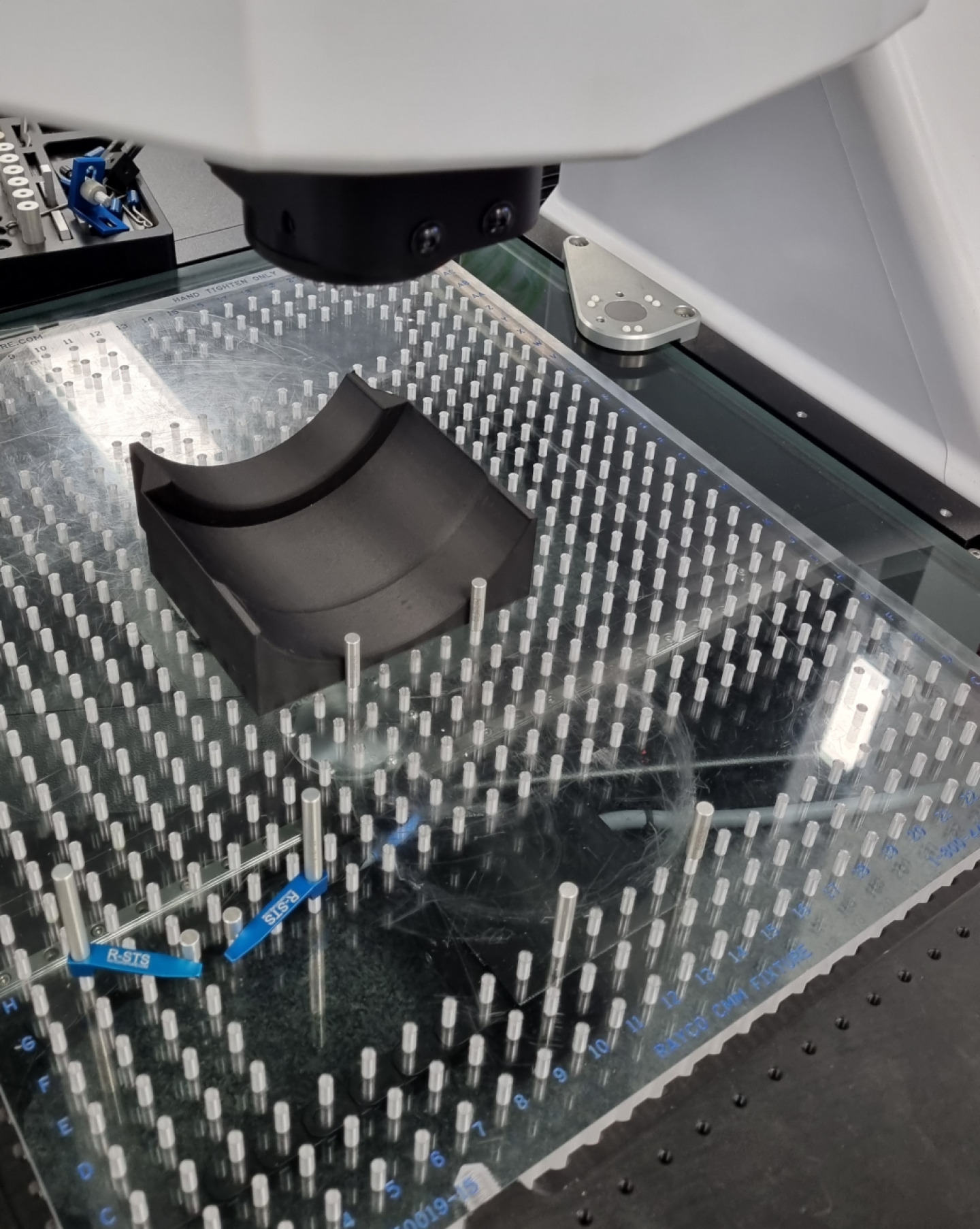
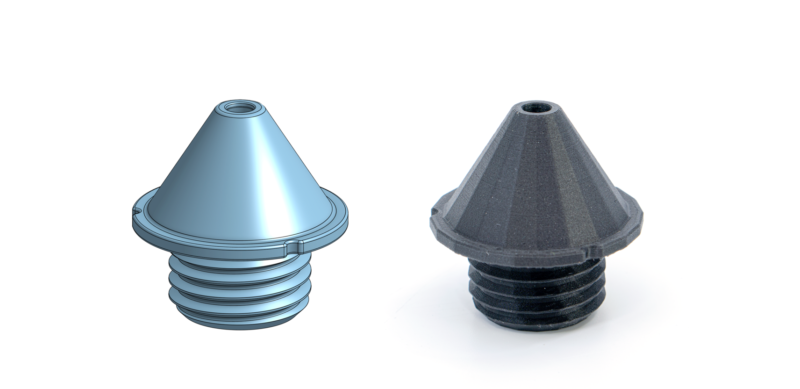
ใน CAD เป็นพื้นผิวโค้งเรียบเหมือนหัวฉีดในรูปด้านล่าง แต่ความละเอียดจะต่ำเมื่อส่งออก STL และปรากฏในแบบจำลองจริงด้วย
ปัญหาความละเอียดต่ำนี้สามารถยืนยันได้อย่างง่ายดายโดยใช้ซอฟต์แวร์ “Eiger” เฉพาะของ Markforged ใน Eiger การวางเมาส์ไว้เหนือโมเดลจะไฮไลต์ใบหน้าด้วยสีน้ำเงิน และใบหน้าทั้งหมดขนานกับใบหน้านั้น หากโมเดลของคุณแสดงใบหน้าหรือจุดแบนเมื่อคุณวางเมาส์เหนือพื้นผิวโค้ง คุณอาจต้องเพิ่มความละเอียดของไฟล์ STL หากพื้นผิวที่ไฮไลต์มีลักษณะ “เบลอ” โดยมีการไล่ระดับสีที่ค่อนข้างเรียบ แสดงว่าความละเอียด STL เพียงพอสำหรับการสร้างแบบจำลอง

รูปด้านซ้ายคือข้อมูลเมชที่มีความละเอียดต่ำ และรูปทางขวาคือข้อมูลเมชที่มีความละเอียดที่เหมาะสม
สามารถตรวจสอบคุณภาพของข้อมูลเมชด้วยซอฟต์แวร์ “Eiger” เฉพาะของ Markforged
ในทางกลับกัน Eiger ไฟล์ STL ที่มีความละเอียดสูงเกินไปอาจไม่สามารถประมวลผลได้อย่างมีประสิทธิภาพ และอาจทำให้การแบ่งส่วนข้อมูลช้าลง ความละเอียดของไฟล์ STL ไม่จำกัด และสามารถสร้างข้อมูลเมชที่มีด้านสามเหลี่ยมนาโนเมตรหรือน้อยกว่าได้ (เส้นผมมนุษย์ประมาณ 75,000 นาโนเมตร) ซึ่งสูงกว่าความละเอียดที่เครื่องพิมพ์ 3D สามารถแสดงได้ ดังนั้น STL ที่มีความละเอียดสูงจึงเสียเวลาเท่านั้น
STL ที่คุณสร้างสำหรับเครื่องพิมพ์ 3D ดูเหมือนจะมีข้อจำกัดหลายประการ แต่หากคุณปฏิบัติตามเงื่อนไขบางประการเมื่อสร้าง STL คุณสามารถสร้างแบบจำลองที่ดีได้อย่างง่ายดาย
สิ่งสำคัญคือต้องเข้าใจพารามิเตอร์เหล่านี้ เนื่องจากการตั้งค่าเมื่อเอาต์พุต STL ด้วยซอฟต์แวร์ CAD มีผลอย่างมากต่อคุณภาพ, ความแม่นยำของมิติ และผิวสำเร็จของแบบจำลอง
พารามิเตอร์เอาต์พุต STL
เมื่อส่งออก STL จากซอฟต์แวร์ CAD มีพารามิเตอร์หลายอย่างที่กำหนดรูปร่างของชิ้นส่วน โดยทั่วไป ซอฟต์แวร์ CAD จะปรับพารามิเตอร์ให้เหมาะสมเพื่อสร้างไฟล์ STL ขนาดเล็กและพยายามสร้างตาข่ายที่มีความละเอียดต่ำที่สุดเท่าที่จะเป็นไปได้ ดังนั้น พารามิเตอร์ที่ตั้งไว้ ณ เวลาส่งออกจึงมาจากค่าเริ่มต้น นอกจากนี้ ต้องตั้งค่าความละเอียดสูงด้วย รูปภาพเมื่อตั้งค่าพารามิเตอร์ของเอาต์พุตเหล่านี้ควรมีภาพที่ “แก้ไขให้ถูกต้อง” ตั้งแต่ความละเอียดต่ำไปจนถึงความละเอียดสูง

รูปภาพทางด้านขวาคือข้อมูลเมชที่มีความละเอียดต่ำ และรูปภาพทางด้านซ้ายคือโมเดลด้วยข้อมูลเมชที่มีความละเอียดที่เหมาะสม
โดยทั่วไป ซอฟต์แวร์ CAD สมัยใหม่จะให้คุณตั้งค่าพารามิเตอร์เอาต์พุตได้อย่างน้อย 2 พารามิเตอร์ หนึ่งคือ “ค่าพิกัดความเผื่อคอร์ดัล” ยังเป็นที่รู้จักกันในนามความคลาดเคลื่อนของรหัส (หรือการเบี่ยงเบนของรหัส) ส่วนอีกส่วนหนึ่งเกี่ยวข้องกับมิติเชิงมุมและเรียกว่า “ค่าพิกัดความเผื่อเชิงมุม” (หรือ Angular Tolerance) การตั้งค่าเหล่านี้ถือเป็นจำนวนสัมบูรณ์ในการสร้างข้อมูล STL ทั้งนี้ขึ้นอยู่กับโมเดล 3D พารามิเตอร์จำกัดเหล่านี้มักจะเปลี่ยนแปลงขึ้นอยู่กับรูปร่างของโมเดล 3D ในที่นี้ เราจะพิจารณาพารามิเตอร์เหล่านี้และผลกระทบที่มีต่อการสร้าง STL และอธิบายวิธีตั้งค่าด้วยซอฟต์แวร์ CAD หลัก ๆ
ค่าพิกัดความเผื่อคอร์ดัล(Chordal Tolerance)
การตั้งค่าสำหรับควบคุมความถูกต้องของมิติโดยรวมของ STL คือ “ค่าพิกัดความเผื่อคอร์ดัล” ขึ้นอยู่กับซอฟต์แวร์ CAD มันอาจจะอธิบายง่ายๆ ว่า “ความคลาดเคลื่อน” หรือ “ความเบี่ยงเบน”
ระยะเบี่ยงเบนสูงสุดในทิศทางปกติ (แนวตั้ง) ระหว่างพื้นผิวของแบบจำลอง 3D กับพื้นผิวของสามเหลี่ยมที่ใกล้กับ STL ที่สร้างขึ้นมากที่สุด (ดูรูปด้านล่าง)

อาจเข้าใจยากเล็กน้อยจากตัวอักษรเพียงอย่างเดียว แต่ระยะห่างระหว่างลูกศรในรูปด้านบนคือค่าพิกัดความเผื่อคอร์ดัล และยิ่งมีขนาดเล็กลงเท่าใด ก็จะยิ่งสร้างสามเหลี่ยมมากขึ้นและสร้าง STL ที่มีความละเอียดสูง แต่ขนาดไฟล์ก็จะใหญ่ด้วย
ค่าพิกัดความเผื่อเชิงมุม(Angular Tolerance)
ความคลาดเคลื่อนของมุมกำหนดมุมสูงสุดของด้านข้างของสามเหลี่ยม 2 รูปที่อยู่ติดกันในตาข่าย
ตัวอย่างเช่น หากคุณตั้งค่าทรงกลมทรงกลมที่มีความคลาดเคลื่อนของมุม 45° (สมมติว่าคุณไม่พิจารณาค่าพิกัดความเผื่อคอร์ดัล) คุณจะได้ STL แบบแปดเหลี่ยม
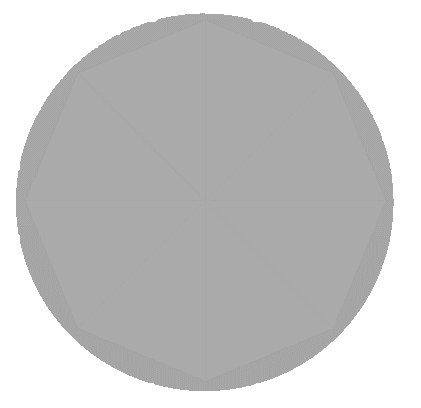
→
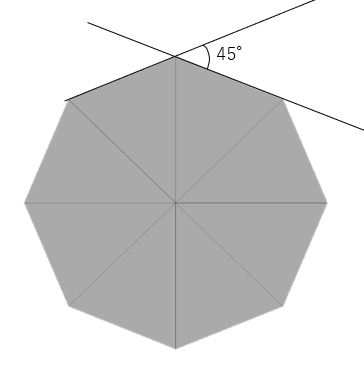
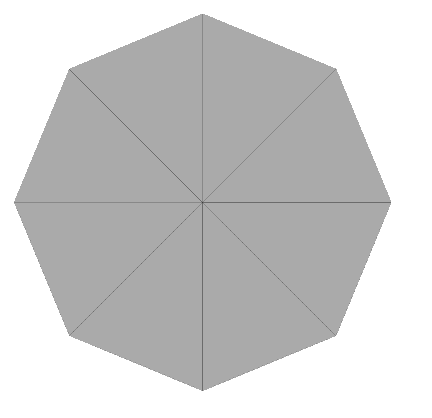
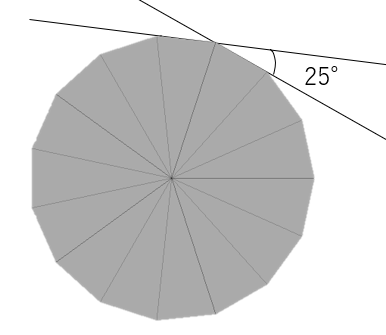
พารามิเตอร์ที่น้อยกว่าสำหรับพิกัดความเผื่อเชิงมุมจะทำให้คุณเข้าใกล้ทรงกลมมากขึ้น
ค่าพิกัดความเผื่อเชิงมุมถือได้ว่าเป็นพารามิเตอร์ที่แม่นยำกว่าค่าพิกัดความเผื่อคอร์ดัล ตัวอย่างการทำงานของค่าพิกัดความเผื่อเชิงมุมคือเมื่อคุณมีพื้นผิวโค้งเล็ก ๆ เช่น ฟิลเล็ต ซึ่งมีรัศมีใกล้เคียงกับค่าพิกัดความเผื่อคอร์ดัล หากคุณไม่ได้ตั้งค่าพิกัดความเผื่อเชิงมุม ฟิลเล็ตขนาดเล็กเหล่านี้อาจมีพื้นผิวเรียบ หรือถ้ารัศมีของฟิลเล็ตเท่ากับค่าพิกัดความเผื่อคอร์ดัลทุกประการ อาจมีการลบมุมดังแสดงในรูปต่อไปนี้

หากพารามิเตอร์พิกัดความเผื่อเชิงมุมที่คุณตั้งไว้มีขนาดใหญ่เกินไป รายละเอียดของแบบจำลอง 3D อาจถูกทำลายได้อย่างสมบูรณ์ ในตัวอย่างสุดขั้ว (รูปซ้าย) คุณจะเห็นว่าหากรัศมีของฟิลเล็ตเท่ากับค่าพิกัดความเผื่อคอร์ดัล STL จะเปลี่ยนเนื้อเป็นระนาบ โดยการตั้งค่าพิกัดความเผื่อเชิงมุมเป็นค่าที่น้อยกว่า (รูปด้านขวา) พารามิเตอร์นี้จะกลายเป็นพารามิเตอร์ที่ควบคุมการสร้างตาข่าย และสามารถสร้าง STL ที่แม่นยำยิ่งขึ้นได้
โดยการตั้งค่าพิกัดความเผื่อเชิงมุมให้น้อยเพียงพอ จะแสดงรายละเอียดของความโค้งที่คมชัดยิ่งขึ้นด้วยรัศมีขนาดเล็ก จึงสามารถเพิ่มจำนวนสามเหลี่ยมและทำให้เกิด STL ที่ราบรื่นได้
สิ่งนี้ส่งผลต่อ STL ที่เกินขีดจำกัดค่าพิกัดความเผื่อคอร์ดัล
ค่าพิกัดความเผื่อเชิงมุมมักจะกำหนดไว้ที่ 〇〇 องศา และยิ่งค่าน้อย ความละเอียดของแบบจำลองก็จะยิ่งสูงขึ้น อย่างไรก็ตาม ซอฟต์แวร์ CAD บางตัวตั้งค่าพิกัดความเผื่อเชิงมุมเป็นค่าระหว่าง 0 ถึง 1 นี่เป็นพารามิเตอร์ควบคุมเฉพาะสำหรับซอฟต์แวร์ CAD และยิ่งค่ามาก ความละเอียดก็จะยิ่งสูงขึ้น
นอกจากนี้ คุณอาจสามารถกำหนดความยาวของด้านข้างของสามเหลี่ยมและการตั้งค่าอื่น ๆ นอกเหนือจาก “ค่าพิกัดความเผื่อคอร์ดัล” และ “ค่าพิกัดความเผื่อเชิงมุม” ทั้งนี้ขึ้นอยู่กับซอฟต์แวร์ CAD โดยทั่วไป การตั้งค่าเหล่านี้จะใช้เมื่อไม่สามารถควบคุม “ค่าพิกัดความเผื่อคอร์ดัล” และ “ค่าพิกัดความเผื่อเชิงมุม” ได้ ดังนั้นจึงแนะนำให้ปล่อยค่าเริ่มต้นไว้ เว้นแต่จะมีเหตุผลพิเศษ
ความสัมพันธ์ระหว่างคุณภาพตาข่ายและขนาดไฟล์-ค่าที่แนะนำ-
เมช STL ความละเอียดสูงสามารถสร้างโมเดลที่ราบรื่นและแม่นยำยิ่งขึ้นได้ ดังนั้นคุณอาจคิดว่าคุณเพิ่มการตั้งค่าเอาต์พุตของซอฟต์แวร์ CAD ของคุณให้สูงสุดเสร็จแล้ว อย่างไรก็ตาม การเพิ่มความละเอียดของเอาต์พุต STL จะเพิ่มขนาดของไฟล์ STL ซึ่งจะเพิ่มเวลาการประมวลผลของซอฟต์แวร์เมื่อสร้างไฟล์ STL อัปโหลดไปยัง Eiger และแบ่ง STL จริง ๆ แล้วส่งไปยังเครื่องพิมพ์ 3D เป็นเรื่องธรรมดาที่จะเป็น ความละเอียดของไฟล์ STL อาจเกินความแม่นยำทางกลของเครื่องพิมพ์ 3D อย่างมาก กล่าวอีกนัยหนึ่ง หากคุณให้ภาพที่มีความละเอียดสูงโดยไม่คิดอะไร คุณจะต้องเสียค่าใช้จ่ายชั่วโมงทำงานที่สิ้นเปลืองซึ่งไม่ได้สะท้อนอยู่ในชิ้นส่วนที่จำลองขึ้นจริง
ดังนั้นแนวปฏิบัติที่ดีที่สุดของเรา (ค่าที่แนะนำ) คือการตั้งค่าเอาต์พุตของ STL โดยพิจารณาถึงความสมดุลระหว่างความละเอียดคุณภาพสูงที่ตรงตามข้อกำหนดด้านการทำงานของ Markforged และขนาดไฟล์ที่ Eiger สามารถประมวลผลได้อย่างรวดเร็ว
※เป็นเพียงแนวทางปฏิบัติที่ดีที่สุดสำหรับเครื่องพิมพ์ Markforged 3D
โปรดทราบว่าขึ้นอยู่กับข้อกำหนดและวิธีการของเครื่องพิมพ์ 3D ที่คุณใช้
◆แนวทางปฏิบัติที่ดีที่สุดของเครื่องพิมพ์ 3D Markforged
- รูปแบบไบนารี STL (เนื่องจากขนาดไฟล์เล็กกว่า ASCII)
- ค่าพิกัดความเผื่อคอร์ดัล/ส่วนเบี่ยงเบน 0.1 mm (0.004 นิ้ว)
- ค่าพิกัดความเผื่อเชิงมุม/ส่วนเบี่ยงเบน 1 องศา
- ความยาวด้านต่ำสุดของสามเหลี่ยม 0.1 mm
หากขนาดไฟล์เกิน 20 MB ขอแนะนำอย่างยิ่งให้เพิ่มค่าพิกัดความเผื่อคอร์ดัลและค่าพิกัดความเผื่อเชิงมุม เพื่อลดขนาดไฟล์จนกว่าขนาดไฟล์ STL จะไม่เกิน 20 MB เนื่องจากไฟล์ขนาดใหญ่จะทำให้การคำนวณช้าลงอย่างมากเมื่อทำการแบ่งส่วน STL หากแบบจำลองมีหลายแง่มุมแม้จะใช้การตั้งค่านี้ ให้ลองลดค่าพิกัดความเผื่อลงอีกเล็กน้อย
อย่างไรก็ตาม เราขอแนะนำให้คุณรักษาขนาดไฟล์ไว้ที่ 20 MB หรือน้อยกว่านั้น ในบางกรณี การคำนวณหมดเวลาและคุณไม่สามารถแบ่งได้
การตั้งค่าเอาต์พุต STL ของซอฟต์แวร์ CAD แต่ละตัว
หาก CAD ของคุณไม่อยู่ในรายการด้านล่าง โปรดติดต่อผู้ขายของคุณ นอกจากนี้ โปรดทราบว่าพารามิเตอร์อาจแตกต่างกันไปตามเวอร์ชันที่ใช้
※เป็นเพียงแนวทางปฏิบัติที่ดีที่สุดสำหรับเครื่องพิมพ์ Markforged 3D
โปรดทราบว่าขึ้นอยู่กับข้อกำหนดและวิธีการของเครื่องพิมพ์ 3D ที่คุณใช้
◆Creo (PTC)
“การควบคุมมุม” อันเป็นเอกลักษณ์ของ Creo ไม่ได้ปรับค่าเบี่ยงเบนมุมสูงสุดเป็นองศา แต่ตั้งค่าความคลาดเคลื่อนของมุมเป็นองศา ค่าของ “การควบคุมมุม” สามารถตั้งค่าได้ในช่วง 0.0 ถึง 1.0
โปรดดูที่นี่สำหรับรายละเอียดเพิ่มเติม
- รูปแบบ STL→Binary
- ความสูงของคอร์ด (ค่าพิกัดความเผื่อคอร์ดัล)→0.1mm [0.004 in]
- การควบคุมมุม→0.25
- ความยาวขอบสูงสุด→デフォルト
- อัตราส่วนภาพ→ค่าเริ่มต้น
การตั้งค่าอื่น ๆ ก็เป็นค่าเริ่มต้นเช่นกัน
◆Fusion 360 (Autodesk)
- รูปแบบ STL→Binary
- ความเบี่ยงเบนของพื้นผิว (ค่าพิกัดความเผื่อคอร์ดัล)→0.1mm [0.004 in]
- ความเบี่ยงเบนปกติ (ค่าพิกัดความเผื่อเชิงมุม)→1 องศา
- ความยาวขอบสูงสุด→ค่าเริ่มต้น
- อัตราส่วนภาพ→ค่าเริ่มต้น
การตั้งค่าอื่น ๆ ก็เป็นค่าเริ่มต้นเช่นกัน
◆NX (Siemens)
- รูปแบบ STL→Binary
- ค่าพิกัดความเผื่อคอร์ดัล→0.1mm [0.004 in]
- ค่าพิกัดความเผื่อเชิงมุม→1 องศา
- ความยาวขอบสูงสุด→ค่าเริ่มต้น
การตั้งค่าอื่น ๆ ก็เป็นค่าเริ่มต้นเช่นกัน
◆Onshape (PTC)
- รูปแบบ STL→Binary
- ค่าพิกัดความเผื่อคอร์ดัล→0.1mm [0.004 in]
- ความเบี่ยงเบนของมุม (ค่าพิกัดความเผื่อเชิงมุม)→1 องศา
- ความกว้างด้านต่ำสุด→0.1mm [0.004 in]
การตั้งค่าอื่น ๆ ก็เป็นค่าเริ่มต้นเช่นกัน
◆SOLIDWORKS (Dassault Systèmes)
- รูปแบบ STL→Binary
- ความเบี่ยงเบน (ค่าพิกัดความเผื่อคอร์ดัล)→0.1mm [0.004 in]
- มุม (ค่าพิกัดความเผื่อเชิงมุม)→1 องศา
- ความละเอียดของภาพ→กำหนดเอง
- ขนาดด้านสูงสุด→การตั้งค่าอื่น ๆ
ที่ไม่ได้เลือกจะเป็นค่าเริ่มต้นเช่นกัน